スーパーアウターバッフル製作・・・その3
スーパーアウターバッフル製作、その3です。
今回はインナーベースとアウターベースの加工です。
特にインナーベース側の加工です。

インナーベースとアウターベースを仮固定します。
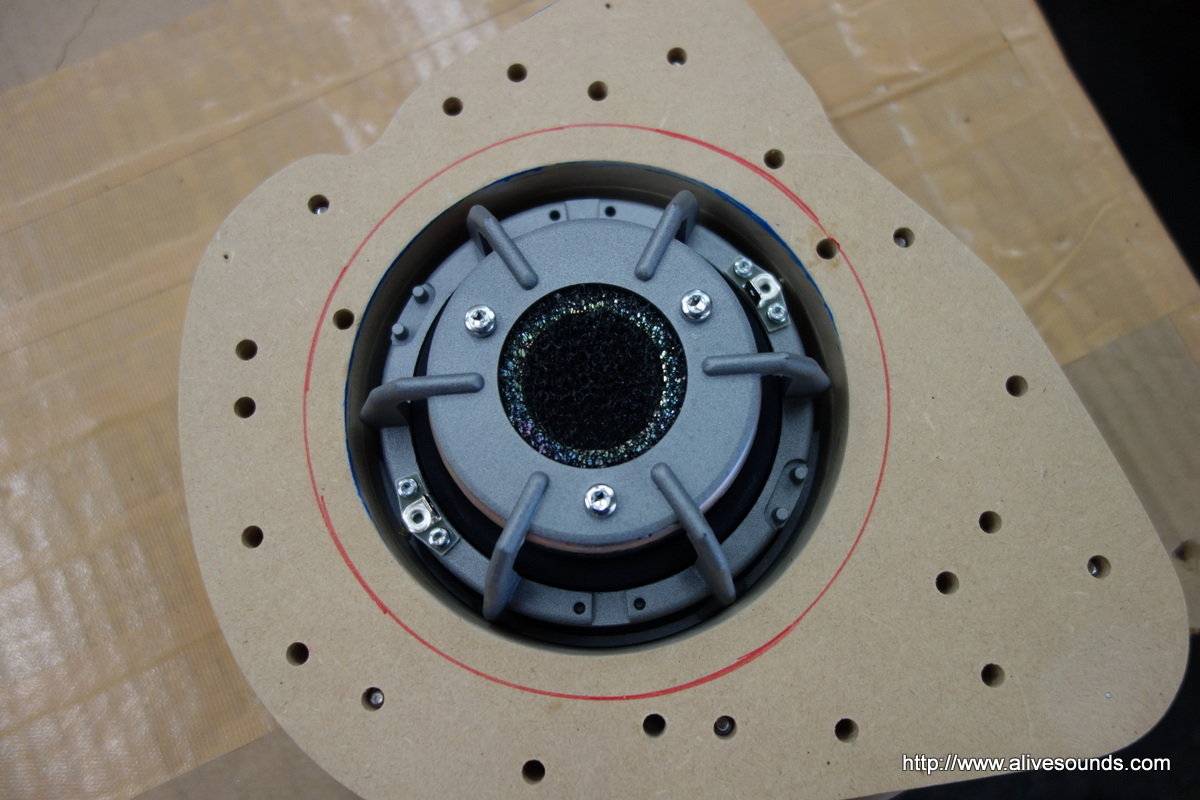

インナーベース裏の背圧処理の加工を行います。
インナーベース裏の開口部が真っ直ぐな状態だとスピーカー裏から出る背圧の開口部が非常に狭くなってしまいます。
また角が立った状態ですので背圧の空気がスムーズに流れていきません。
ですので角を落としてアール状に加工します。

こんな感じ。

加工前は窮屈な感じですが加工後は解放感満載ですね(笑)
この形状は意味がありスピーカーのクオリティーを発揮するためには非常に重要なポイントです。
身近な物でもこの形状はあります。
例えばラッパの先。
ラッパの先も空気がスムーズに流れるようにこの形になっています。
スムーズに流れることによって大きな音(良い音)が鳴るようになっています。
逆に空気を吸う役割の換気扇も同じような形状です。

こちらも空気がスムーズに流れるようにこの形状になっていますね。
どちらもそれぞれの本来の役割を確実に果たすための意味のある形状です。
音は目には見えませんが空気の流れ(波)です。
スピーカーのコーン紙が動く事によって空気の流れが発生します。
もちろん裏側にも流れが発生します。
スピーカー裏の背圧の音(空気)がスムーズに流れる構造にする事により、スピーカーのコーン紙が余計な抵抗なく本来の動きが出来るようになります。
本来の動きが出来るようになるという事は、本来のクオリティーの音が出るという事です。
裏を返せば本来の動きが出来ないインナーバッフルの構造(施行)では、本来のクオリティーの音が出せないという事が言えますね。
簡単に言うと「良いスピーカーに交換しても意味のある施工をしなければ宝の持ち腐れになる」という事です。
純正スピーカーより良い音にするために高価なスピーカーに交換するはずなのに、その物を活かす施工が出来ないのなら本末転倒、お金の無駄ですね。

このアール状の加工はインナーベースとアウターベースを一体化させた状態で加工します。
そうする事によりインナーベースとアウターベースの繋がり部分の段差が出来ません。
一般的にアウターバッフル製作時にはバッフルを何層かに積み重ねて製作する事が多いのですが、それぞれの開口部の位置がずれて開口部の壁面がガタガタになっているようなものを見る事があります。
スピーカー開口部の面がガタガタだとそれこそ空気がスムーズに流れませんね。
アライブのスーパーアウターバッフル製作工程では、インナーベースとアウターベースを一体化して加工しますのでガタガタになる事は絶対にありえません。


インナーベースに制振塗料ダイポルギーを塗り込みます。
防水効果とバッフル自体の余計な共振を防ぎます。

何回かに塗り重ねてしっかりと乾燥させます。
と、今回はここまで(笑)